§ 19. Мебель для санитарно-гигиенических помещений
К санитарно-гигиеническим помещениям относятся:
а) амбулатория;
б) баня;
в) душевые;
г) раздевалки.
Вся мебель и прочие столярные изделия, изготовляемые для санитарно-гигиенических помещений, являются стандартными и весьма простыми по своей конструкции (рис. 73).
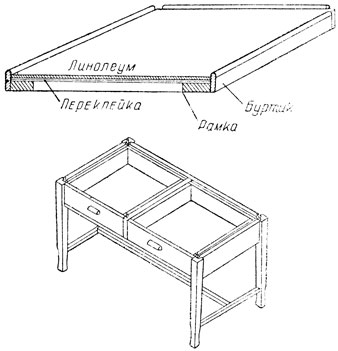
Рис. 73. Подстолье стола
Такую мебель можно изготовлять операционным методом, используя невысококвалифицированных столяров-белодеревцев. Кроме того такой метод дает возможность сократить производственные затраты рабочего времени и снизить стоимость изделий.
Материалом для указанных выше изделий являются сосна, березовая переклейная фанера (переклейка), металлические детали в виде кронштейнов, угольников и подстановок. Кроме перечисленных материалов требуются замки, петли, винты, болты и отделочные материалы для отделки масляными красками.
Конструкциями рассматриваемых нами изделий предусмотрены два основных качества их. Первое - это прочность и способность сопротивляться атмосферным влияниям и второе - сокращение их веса. При изготовлении стола и шкафа эти качества достигаются следующим образом.
Стол. Самой громоздкой частью стола является крышка, так как она обычно изготовляется массивной, т. е. сфугованной и склеенной в виде щита из досок. Такая крышка указанным качествам совершенно не отвечает, так как в условиях переменной влажности легко поддается короблению и имеет слишком большой вес. Поэтому вместо массивных щитовых крышек следует изготовлять крышки на подрамнике, т. е в виде рамы с двумя и тремя поперечинами. После ее вязки и обработки, т. е. застрожки и циновки, с одной стороны наклеивается березовая фанера толщиной в 5 и 6 мм. После того как фанера приклеится, производятся торцовка всех 4 кромок и зачистка верхней лицевой стороны, затем по всем кромкам крышка обносится штапиком, выступающим сверх верхней плоскости крышки до 10 мм. Такой штапик называется "буртиком". В большинстве случаев крышки столов, изготовляемые для судовых помещений, обклеиваются линолеумом. Крышка стола на подрамнике, благодаря нижней рамке и наклеенной на нее трехслойной переклейной фанере, при любых атмосферных влияниях короблению не поддается и в то же время является значительно легче щитовой крышки.
Изготовление подстолья такого стола производится из массива хвойных пород.
Аптечный шкаф. Этот шкаф (рис. 74) изготовляется из филенчатых щитов, представляющих собой рамки, собранные из брусков, на один и два средника с зашпунтованными филенками из березовой фанеры-переклейки толщиной 4-5 мм.
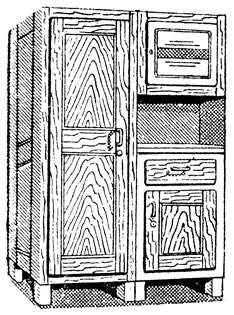
Рис. 74 Аптечный шкаф
Заготовка деталей производится на станках станочным отделением. В столярную сборку детали поступают в совершенно обработанном виде и комплектами, обеспечивающими полную сборку изделия. Работа столяра-сборщика начинается со сборки щитков, их склейки и окончательной застрожки вязок с обеих сторон. Когда все вязки будут заготовлены, производится соединение боковых щитков с верхним, нижним и средним междурамниками, которые ставятся на деревянные шканты с клеем и с внутренней стороны укрепляются винтами.
Задний полик, представляющий собой тоже филенчатый щиток, вставленный в фальц, отобранный в задних кромках четырех основных вязок, укрепляется железными винтами.
После сборки корпуса шкафа производятся изготовление и пригонка выдвижных ящиков и дверец.
Вязка ящика производится на сквозной прямой шип всех четырех углов, причем передняя стенка ящика после зашиповки проходит одну дополнительную операцию - наклейку на наружную пласть стенки второго слоя толщиной от 8 до 10 мм, что образует вязку двух передних углов в вполупотай. Такой способ вязки ящика по качеству превосходит вязку на ласточкин хвост и в то же время дает существенную экономию во времени.
Шиповое соединение углов или вязка ящика производится на клей. Собранный корпус выверяется по угольнику, смывается клей в углах и откладывается на просушку. После того как корпус заклеится, вгоняются шпунтовые бруски для укрепления полика ящика. Крепление шпунтового бруска производится на клей к боковым стенкам и на шпильку в кромку задней стенки, после чего вставляется полик из березовой фанеры, который закрепляется двумя или тремя шпильками в кромку задней стенки, и на этой операции сборка ящика заканчивается. Дальше производятся пригонка на место и застрожка лицевой стороны ящика. Сборка шкафа в мастерских заканчивается пригонкой дверец на место, врезкой замка и навеской на петли.
Шкафик для инструментов. Шкафик для инструментов изготовляется по принципу аптечного шкафа из филенчатых рамок. В большинстве случаев бывает подвесным или съемным, устанавливаемым на аптечный шкаф.
Комбинированный шкаф. Такой шкаф изготовляется для больших судов, где амбулаторное оборудование должно быть значительно усовершенствованным. Такие шкафы изготовляются шести- и восьмигранными с тремя и четырьмя дверцами, открывающимися через одну грань. Эти шкафики внутри имеют двухъярусные полки, верхний ярус которых имеет вырезы для углубления флаконов. Количество полок - от пяти до шести штук. Нижняя часть снабжена выдвижными ящиками: для шестигранных шкафов - тремя ящиками, для восьмигранных шкафов - четырьмя ящиками. Шкаф вращается на металлическом стержне, установленном в вертикальном положении и укрепленном в деревянной тумбе. Этот стержень пропущен через весь корпус шкафа по высоте. Шкаф установлен на стержне на шариковых подшипниках в нижнем и верхнем основаниях шкафа.
Рейчатые скамейки на металлических ножках. Изготовление скамеек для бани и душевых в основном производится на месте установки, так как заготовка их. в мастерских представляет собой изготовление деталей в виде реек соснового дерева, которые на месте установки укрепляют болтами к металлическому основанию, прикрепленному к палубе. Таким образом, получаются рейчатые скамейки на металлических ножках.
Полки на металлических кронштейнах. Изготовление полок на металлических кронштейнах также в основном выполняется на месте установки, так как мастерские производят только заготовку деталей в виде досок, выстрогакных из соснового дерева, которые доставляются на место монтажа для установки их на металлические кронштейны, укрепленные к переборкам.
Палубные решетки. Изготовление палубных решеток производится в строгом соответствии с шаблонами, снятыми с тех мест, куда предназначаются эти решетки. Материалом для палубных решеток служит сосна в брусках сечением 40×40 и 50×50 мм. Самой трудоемкой операцией при изготовлении решеток является разметка и запиловка проушек для крестообразного соединения брусков. Запиловку проушек можно производить на циркульных торцовых пилах, что в результате дает значительное сокращение затраты времени на эту операцию. Дальше следует сборка обвязки и набор брусков, соединенных взаимноперпендикулярно, как показано на рис. 75.
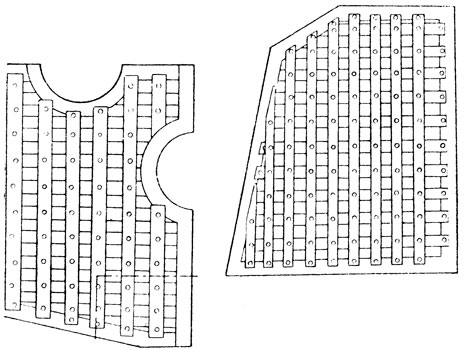
Рис. 75. Палубные решетки
|
ПОИСК:
|
При копировании материалов проекта обязательно ставить ссылку на страницу источник:
http://korabelu.ru/ 'История кораблестроения и судоходства'