4. Заготовление слоев
Обработку следует начинать также с палубного слоя или слоя № 15, считая по порядку снизу. Узкой ножовкой делается пропил по линии палубы так, чтобы между пропилом и линией оставалось около 1 мм дерева.
Особенно внимательно нужно следить при выполнении как этого, так и всех остальных слоев, за тем, чтобы пропил шел точно под прямым углом к поверхности доски. Если есть возможность выполнить выпиливание на ленточной пиле, такой способ обеспечит лучшие результаты, чем ручной.
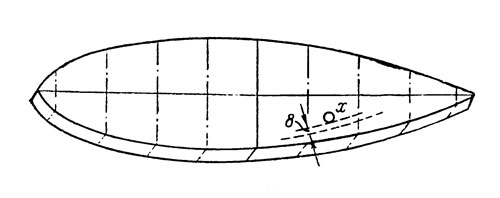
Рис. 33. Выпиливание слоя кругом
В результате выпиливания и строжки должен получиться слой в том виде, как он показан на рис. 33. На боковых гранях по наугольнику продолжают линию шпангоута 6. На так заготовленном слое нужно на нижней его стороне разметить еще толщину борта модели. Толщина эта составляет 8 мм (для малой модели 6 мм).
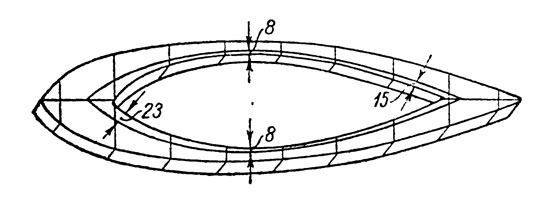
Рис. 34. Выпиливание середины слоя
При достаточном опыте в работе можно доводить толщину до 2 1/2 - 2 мм, что значительно облегчает модель и улучшает ее ходовые качества. Но для такой работы нужна чрезвычайно большая аккуратность и тщательность, и начинающий моделист не должен пытаться дойти до подобной толщины. Указанная толщина (8 и 6 мм) относится к средней части корпуса модели. В оконечностях же ее нужно увеличивать до 15-25 мм, так как иначе легко может по перерезанным слоям дерева получиться трещина. Толщину стенок нужно отложить на нижней поверхности слоя внутрь от прочерченной ватерлинии № III.
Прочерченные поперечные линии переносятся при помощи наугольника на боковые кромки слоя. С чертежа фиг. I (на вкладном листе) от нижней кромки палубного слоя вверх откладываются вертикальные расстояния от ватерлинии № III до верхней точки каждого шпангоута. Полученные точки по рейке соединяются плавной линией. По этой линии позже нужно будет снять излишнюю часть слоя, чтобы получить линию борта.
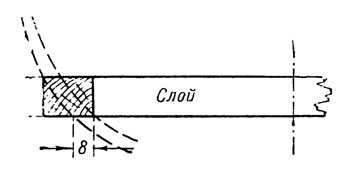
Рис. 35. Определение толщины стенки (борта)
Для выпиливания средней части слоя сперва просверливается у самого края линии, нанесенной для обозначения толщины стенок, отверстие. Это отверстие показано на рис. 33 буквой х. Отверстие должно быть достаточным, чтобы в него прошла ножовка или пилка лобзика. Нужно внимательно следить, чтобы не запилить карандашной линии и не уменьшить этим толщины стенки модели. Внутренняя кромка должна быть затем зачищена под угольник к верхней и нижней поверхности и на нее также переносится линия шпангоута 6 с той и другой стороны (по угольнику).
На рис. 34 показан вид полученного таким образом слоя. На рис. 35 показано, каким образом в дальнейшем, после удаления выступающего угла слоя изнутри и снаружи, получится окончательная толщина бортов модели. Легко видеть, насколько важно, чтобы внутренняя кромка была обработана точно и под прямым углом.
Таким образом поступают со всеми слоям ВЛ, вплоть до свинцового балластного киля.
При этом все слои для простоты при последующей сборке размечают последовательными номерами, начиная с самого нижнего.
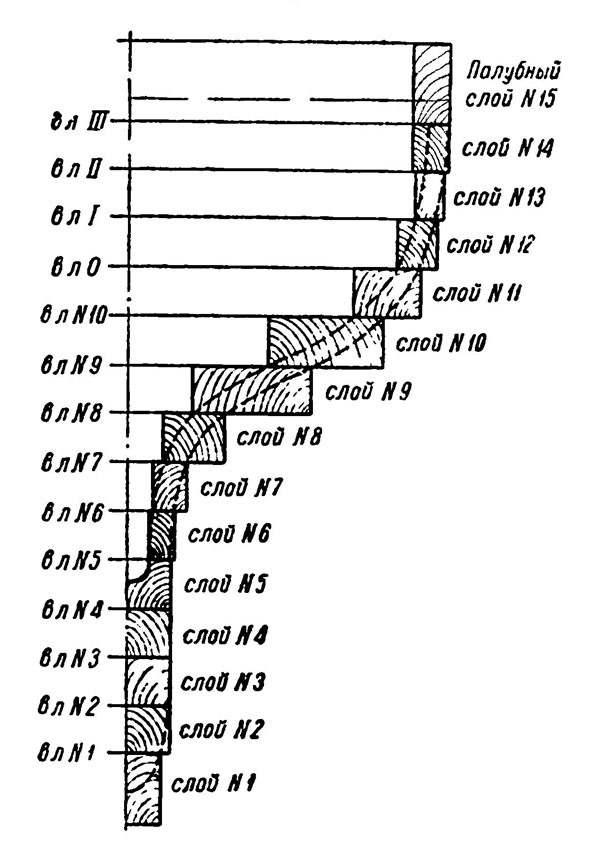
Рис. 36. Расположение слоев и их нумерация
Во всех слоях, начиная от палубного слоя (№ 15) вплоть до слоя № 6, т. е. всего в 10 слоях, выпиливаются середины. На рис. 36 видно, что прочерчивание внутри от ватерлинии линии толщины стенки везде сохраняет указанную 8 мм толщину борта модели в средней части (у маленькой модели - 6 мм).
Чтобы сэкономить материал, нижние слои можно выпиливать из вынутых частей верхних слоев.
Нельзя забывать на всех слоях отмечать шпангоут 6. Эти отметки вместе с отметками средней линии послужат для сборки по ним слоев.
|
ПОИСК:
|
При копировании материалов проекта обязательно ставить ссылку на страницу источник:
http://korabelu.ru/ 'История кораблестроения и судоходства'