6. Обработка корпуса снаружи и изнутри
Обработка полностью (без плавника) склеенного корпуса снаружи производится после снятия зажимов. Для работы нужен рубанок, стамеска, цикля и напильник. Сперва осторожно снимают стамеской выступающие углы слоев, остерегаясь возможности отколоть излишнее. Далее корпус строгают рубанком. В местах вогнутостей корпуса применяют полукруглую стамеску, циклю и стекло, а также рашпиль. После этого обрабатывают поверхность мелким рашпилем, стеклом и напильником. Затем зачищают крупной шкуркой и после нее мелкой.
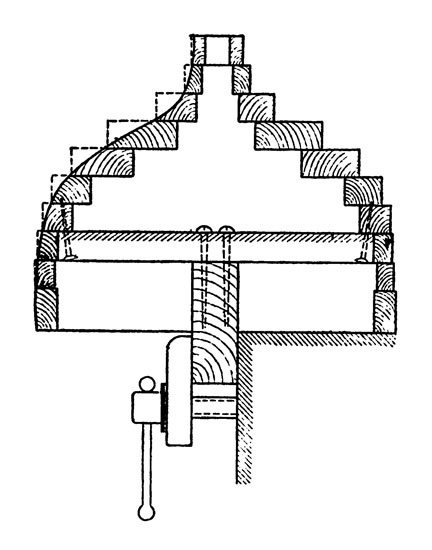
Рис. 40. Установка модели для наружной обработки
Для обработки укрепляют корпус модели следующим образом (рис. 40). Внутри корпуса привинчивают две солидные поперечины так однако, чтобы винты не проходили в будущие стенки модели. К этим поперечинам заранее привинчивают продольную планку, которая должна служить для зажима в верстаке или в тисках или струбцинками к столу. При зажатии модели необходимо следить, чтобы один край (борт) лежал плотно на поверхности верстака или стола.
Чем тщательнее будет проведена обработка поверхности, тем лучше будет вид модели и тем больше будет ее скорость хода. Снятие излишнего дерева должно доводиться точно до вершин углов между соприкасающимися слоями, ни в каком случае не захватывая глубже этого угла. Подходя ближе к углу, нужно быть особенно внимательным к работе.
Прежде, чем обрабатывать палубный слой (№ 15), нужно полукруглым рубанком и стамеской снять с него лишнюю часть, вплоть до прочерченных на сторонах слоя линий. Таким образом, бортовая линия модели получит нужную кривизну (седловатость).
Изнутри корпус обрабатывается стамеской, а затем согнутым под прямым углом мелким рашпилем, стеклом и шкуркой. Внутри также следует доводить снятие дерева до вершин углов. Но у слоев № 14 и № 13 проверка толщины производится кронциркулем. Кронциркуль изготовляется из жести, согласно рис. 41.
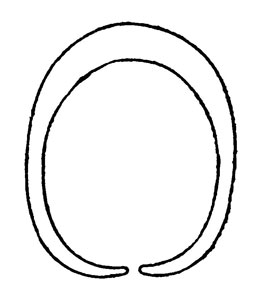
Рис. 41. Упрощенный кронциркуль
Слой № 15 (палубный) должен по верху остаться утолщенным до 12 мм (на малой модели 9 мм) на глубину от верхнего края на 10 мм. В средней части утолщение дойдет при этом вплоть до слоя № 14.
Нужно помнить, что всякая неточность в обработке модели, вызывающая разницу толщины в отдельных местах, может повлечь за собой неправильное положение модели на воде, ухудшит и вид модели и ее скорость.
|
ПОИСК:
|
При копировании материалов проекта обязательно ставить ссылку на страницу источник:
http://korabelu.ru/ 'История кораблестроения и судоходства'