§ 12. Шипорезные станки
Шипорезные станки по своей конструкции делятся на несколько типов. Первый из них - это шипорезный односторонний станок с ручной подачей. Такие шипорезные станки предназначаются для нарезки ординарных, двойных, косых, плоских и прочих шипов и проушек. Эти станки имеют весьма широкое применение в столярно-судовом производстве.
Односторонний шипорезный станок. Этот станок, изображенный на рис. 43, пригоден для небольшого предприятия. На этом станке за один рабочий ход обработка производится с одного конца детали. Подача производится путем передвижения руками особой рамы, на которой укреплен упор и приспособление для укладки обрабатываемой детали. На этом станке могут шиповаться бруски с двух сторон, но за два приема. Мелкие детали зашиповываются одновременно по несколько штук.
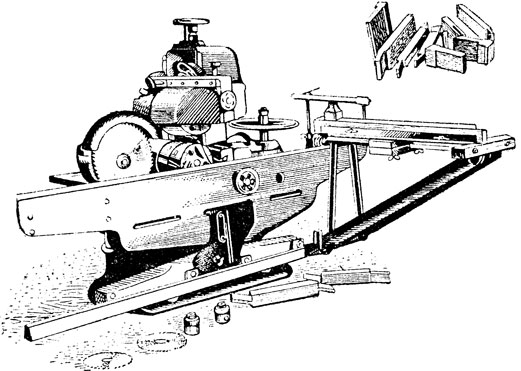
Рис. 43. Односторонний шипорезный станок
Двухсторонний шипорезный станок. Такие станки (рис. 44) являются более усовершенствованными и производительность имеют значительно выше, чем односторонние шипорезные станки. Процесс обработки шипов на этих станках производится следующим образом.
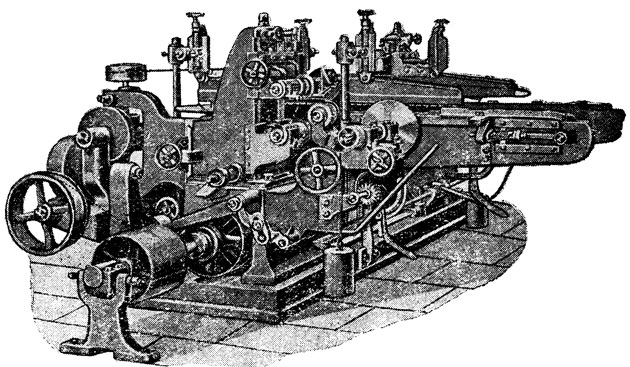
Рис. 44. Двухсторонний шипорезный станок
Обрабатываемые детали укрепляются на каретку, перемещающуюся по направляющим на неподвижной металлической раме вручную. Деталь поступает сначала на циркульную пилу, установленную в вертикальном положении впереди ножевых валов; этой пилой производится торцовка концов обрабатываемых деталей; после торцовки ход подачи деталей безостановочно продолжается к горизонтальным ножевым валам, головки которых срезают материал, сверху и снизу образуя шипы. Если шипы ординарные, то детали, пройдя между горизонтальными ножевыми валами, вместе с кареткой возвращаются обратно. Если же шипы двойные, то для образования проушки между шипами детали проходят еще один вертикальный вал, или пильный диск, после чего детали с кареткой возвращаются обратно.
Положение горизонтальных ножевых валов может изменяться в соответствии с различной толщиной и положением шипов. Возможная обработка шипов по размерам на этих станках может быть шириной до 400 - 500 мм и длиной - до 150 - 200 мм. Потребная мощность шипорезных станков в среднем - от 8 до 12 лс.
Образцы работы шипорезных станков показаны на рис. 43.
|
ПОИСК:
|
При копировании материалов проекта обязательно ставить ссылку на страницу источник:
http://korabelu.ru/ 'История кораблестроения и судоходства'