§ 11. Фрезерные станки
Эти станки имеют неограниченное применение как в столярно-мебельном производстве, так и в деревообделочных судостроительных мастерских. На фрезерных станках можно производить всевозможную профилевку деталей, как-то: отборку шпунта, фальца и всевозможных профилей. При помощи специально приготовленных цулаг на фрезерных станках производится гладкая и профильная строжка криволинейных плоскостей, выстрагиваются круглые леера, обрабатываются кромки овальных и эллипсовых розеток, круглых рам, отбирается наград и т. п. Работа производится на фрезерном станке соответствующими фрезами, резцами и шарошкой. Образцы инструмента и профильной обработки деталей показаны на рис. 39 и 40. Конструкции фрезерных станков делятся на несколько типов, устройство которых заключается в следующем.
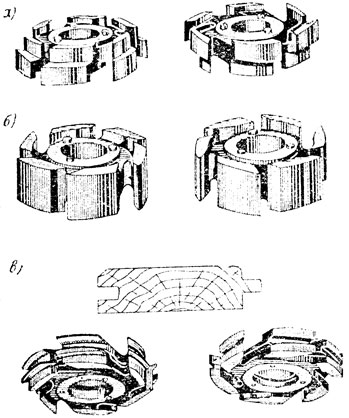
Рис. 39 Инструмент для фрезерного станка:а) шарошки для фальцовочно-фрезернойобработки; б) шарошки для оторцовки и чистовой пристрожки кромок; в) двухсторонние шарошки для шпунта и гребня
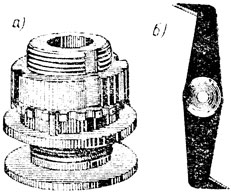
Рис. 40. Универсальная букса для прорезного диска и прорезной крючок: а) универсальная букса для прорезного диска; б) прорезные крючки
Одношпиндельный фрезерный станок. Такой станок (рис. 41) имеет чугунную станину, на которой укрепляется стол, имеющий отверстие для шпинделя; главной составной частью фрезерного станка является вертикальный шпиндельный вал, который имеет в верхнем конце внутренний конус для укрепления вставного верхнего шпинделя. Закрепление вставного шпинделя производится специальной гайкой. На этом шпинделе устанавливается режущий инструмент, т. е. резец, фреза или шарошка. Одношпиндельные станки применяются для гладкой строжки кривых плоскостей, а также и профильной обработки прямых деталей. Обработка производится путем ручной подачи изделия на вращающиеся резцы, по столу и направляющей линейке. При обработке кривых изделий направляющая линейка снимается, деталь закрепляется в цулагу, и подача на резцы производится при помощи последней.
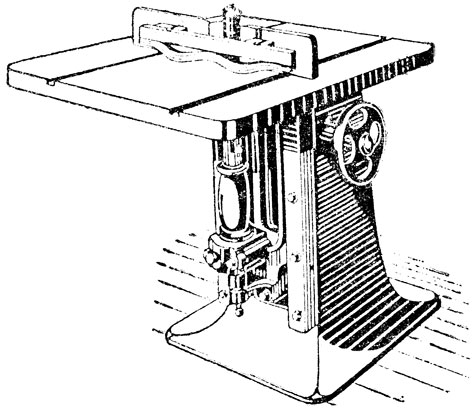
Pис. 41. Одношпиндельный фрезерный станок
Во время обработки детали подача производится равномерным движением цулаги, нижняя кромка которой опирается на упорное кольцо, надетое на шпиндель под резцами.
Двухшпиндельный фрезерный станок. Такие станки (рис. 42) весьма удобны при обработке кривых деталей (ножки стульев и кресел, локотники, овалы и круглые детали). Производительность этих станков по отношению к одношпиндельным значительно выше, так как два шпинделя, противоположно вращающиеся один по отношению к другому, дают возможность последовательно производить обработку деталей, сохраняя правила строжки дерева по исправлению волокон.
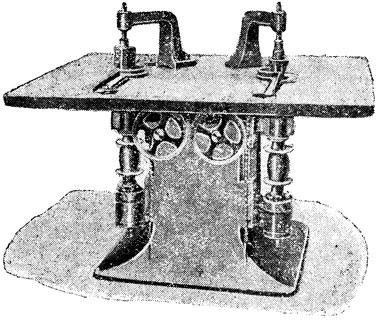
Рис. 42. Двухшпиндельный фрезерный станок
Эту операцию на одношпиндельном станке пришлось бы делать в два приема и затратить время в полтора, а то и в два раза больше, чем затрачивается на ее выполнение на двухшпиндельном станке. Число оборотов шпинделя этих станков от 3000 до 6000 об/мин., скорости резания до 40-50 м/сек. Производительность станков зависит от глубины обрабатываемого профиля и породы дерева. Расходуемая этими станками мощность от 3 до 7 лс.
По своей конструкции фрезерные станки бывают с ременным приводом и электроприводом.
|
ПОИСК:
|
При копировании материалов проекта обязательно ставить ссылку на страницу источник:
http://korabelu.ru/ 'История кораблестроения и судоходства'