§ 15. Шлифовальные станки
Ручная шлифовка поверхностей деревянных деталей крайне непроизводительна. Кроме того от машинной шлифовки она отстает по качеству. За последнее время шлифовальные станки постепенно вытесняют ручную шлифовку не только в массовом производстве, но даже и в мелкосерийном. В столярно-судовом производстве, несмотря на большое количество разнообразнейших профильных поверхностей, также можно широко применять шлифовальные станки соответствующих конструкций.
Шлифовальные станки делятся наследующие типы:
а) ленточный станок (универсальный - рис. 50);
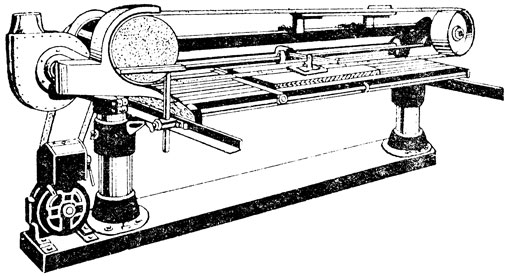
Рис. 50. Универсальный ленточно-шлифовальный станок
б) шлифовальный станок с одним барабаном (рис. 51);
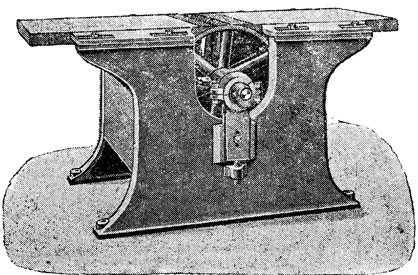
Рис. 51. Шлифовальный однобарабанный станок
в) двухбарабанный шлифовальный станок (рис. 52);
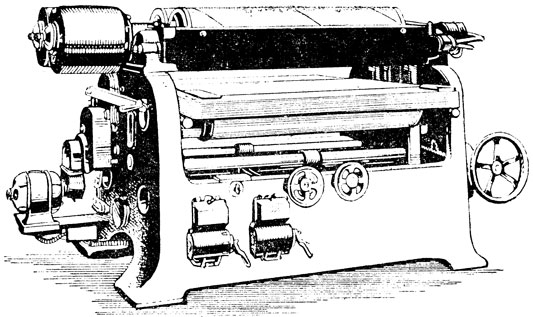
Рис. 52. Двухбарабанный шлифовальный станок
г) трехбарабанный шлифовальный станок (рис. 53).
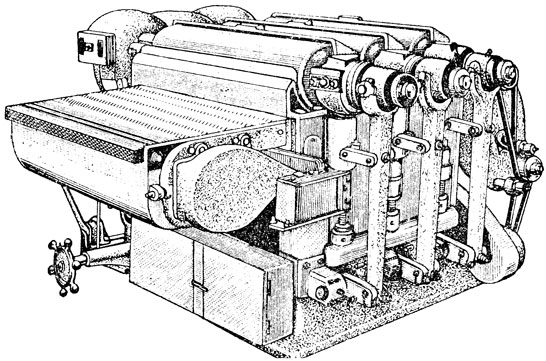
Рис. 53. Трехбарабанный шлифовальный станок
Ленточношлифовальный станок. Этот станок имеет металлическую, а иногда и деревянную станину. На обоих концах последней установлены два шкива, на которые надевается шлифовальная лента; торец одного из шкивов, затянутый в шлифовальную ленту, во время работы станка служит шлифовальным диском. Эта часть станка используется для шлифования мелких деталей поперек волокон. Одновременно используются верхняя и нижняя стороны шлифовальной ленты.
Шлифовальный станок с одним барабаном. Такой станок применяется для шлифовки криволинейных деталей и мелких изделий.
Трехбарабанный шлифовальный станок. Самые универсальные станки - это трехбарабанные и еще более усовершенствованные четырех-, пяти- и шестибарабанные.
Трехбарабанные станки, так называемые пропускные, по своему внешнему виду имеют сходство со строгальными пропускными станками. Эти станки дают большую производительность и высокое качество шлифовки различных щитов из массива и фанерованных цветными породами, а также всевозможных вязок и прямых плоских деталей.
Устройство этих станков заключается в следующем.
На чугуной станине установлен подъемный стол, над которым устроен механизм подачи, состоящий из подающих вальцев или ленточного транспортера. Над столом в горизонтальном положении установлены три барабана, вращающиеся на шариковых подшипниках. Поверхность барабанов затягивается шлифовальной лентой (полотняной шкуркой), под которую предварительно ставится слой сукна. Первый барабан затягивается крупнозернистой шкуркой, второй - шкуркой значительно мельче, и, наконец, последний - самой мелкозернистой шлифовальной шкуркой. Таким распределением шлифовального слоя достигается наиболее высокое качество шлифовки.
Для увеличения производительности станки изготовляются с обратно вращающимся средним барабаном. Этим достигается снятие всех пропущенных неровностей, подогнутых волокон. Тем самым обеспечивается работа третьего барабана. Эти станки изготовляются с непосредственным приводом от мотора на каждый рабочий барабан.
Скорость подачи трехбарабанных станков имеет три ступени - от 3 до 6 м/мин. Расходуемая мощность этими станками от 6 до 10 лс.
|
ПОИСК:
|
При копировании материалов проекта обязательно ставить ссылку на страницу источник:
http://korabelu.ru/ 'История кораблестроения и судоходства'