§ 22. Процесс изготовления каютной мебели
Местный столик. При индивидуальном изготовлении столов для каюты команды (рис. 69) квалифицированным столяром, работающим с самой большой интенсивностью, достигался выпуск не более 22 столов в месяц и в среднем затрачивалось на сборку одного стола около 8 часов. Значительно меньше времени затрачивается на сборку тех же столов с применением операционного метода, где процесс сборочных работ подразделяется на следующие операции:
а) сборка подрамников крышки с проверкой по шаблону;
б) зачистка и циновка плоскости подрамника;
в) наклейка фанеры и линолеума на крышку;
г) вязка подстолья;
д) сборка и склейка подстолья.
Затрата времени на сборку операционным методом выражается 3 - 31/2 человеко-часами.
Платяной шкаф (двухместный). Конструкции платяных шкафов находятся в зависимости от места расположения командных кают, так как все помещения, расположенные в районе носового и кормового твиндеков, обычно имеют площадь в виде трапеции, с наклонными бортами, а иногда и с погибом. Для изготовления этих шкафов необходимо иметь шаблоны, снятые с места, предназначенного для их установки, с тем, чтобы получить точные размеры изделия и самое основное - формы их сторон.
Процесс изготовления платяного шкафа почти не отличается от процессов изготовления шкафов описанных выше конструкций; также собирается из филенчатых рамок с креплением на междурамники. В отличие от прочих конструкций, эти шкафы изготовляются с одним бочком, так как они устанавливаются в углу каюты. Поэтому вторым бочком и задним поликом служат борты и переборки каюты. Вся заготовка деталей для платяного шкафа производится машинным способом и в сборочное отделение поступает полным комплектом в обработанном виде. Столяр, приступающий к сборке такого шкафа, должен иметь рабочий сборочный чертеж и шаблон шкафа.
Процесс сборки такого шкафа необходимо строить следующим образом:
а)проверить по чертежу заготовленные детали;
б)собрать боковые вязки и междурамники;
в)застрогать плоскости вязок и междурамников;
г)разметить по шаблону заготовленные вязки и оторцовать;
д)связать выдвижные ящики;
е) собрать корпус шкафа на шканты боковых стенок с междурамниками и закрепить железными винтами;
ж) пригнать выдвижные ящики и врезать замки;
з)пригнать дверцы с навеской на петли и врезкой замков.
На этой операции процесс сборки шкафа заканчивается, и последний поступает на место монтажа.
Складная табуретка. Складные табуретки изготовляются в большинстве случаев из отходов твердых пород дерева, сидение обтягивается ковром или парусиной. Соединение ножек производится при помощи болтов, вставленных в специальные втулки, врезанных в местах соединений и закрепленных гайками.
Процесс изготовления складной табуретки состоит из следующих операций:
1) сборка ножек на переднюю и заднюю царги с проножками;
2) разметка и сверление отверстий для втулок;
3) соединение ножек на болты (рис. 80);

Рис. 80. Складная табуретка
4) обивка сидения.
На этой операции процесс изготовления складной табуретки заканчивается.
Изготовление складных табуреток является массовым производством с применением операционного метода.
Графинная полка. Эта полка представляет собой весьма несложное изделие (рис. 81): два боковых кронштейна и двойная полка, соединенные между собой внаград, причем верхняя полка имеет три выреза: один из них в центре полки, большего диаметра, предназначается для графина, а два боковых, меньшего диаметра, - для стаканов. Наиболее рациональным процессом изготовления такой полки является следующий.
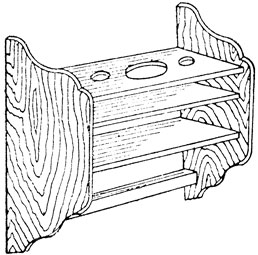
Рис. 81. Графинная полка
Всю заготовку деталей для графинной полки можно произвести на станках. Все трудоемкие ручные операции, до сих пор существующие в современном столярно-судовом производстве, легко могут быть заменены машинной обработкой:
а) обработка фигурных боковых кронштейнов производится на фрезерном станке;
б) отборка награда производится на фрезерном станке;
в) высверливание отверстий для графина и стаканов производится на горизонтальном сверле при помощи специально изготовленных резцов.
При выполнении всех перечисленных операций на станках процесс окончательной сборки можно строить следующим образом:
1) зачистить пласти боковых кронштейнов и полок;
2) соединить полки с кронштейнами внаград и заклеить;
3) установить буртики к полкам;
4) окончательно зашкурить под лакировку.
Книжная подвесная полка. Такая полка в некоторых случаях изготовляется комбинированной, т. е. нижняя часть полки служит для графинов и стаканов, верхняя - для книг. В данном случае мы рассмотрим обе конструкции указанных полок.
Простая книжная полка. Простая книжная полка, предназначающаяся для хранения книг, обычно изготовляется с двумя полками и закладным бруском. Размеры такой полки: длина 300-350 мм и ширина 200-210 мм. Крепление полок с боковыми кронштейнами производится внаград, с задней стороны устанавливается дощечка в виде задней стенки. Передние кромки полок обкладываются буртиком. Такая полка изображена на рис. 82.
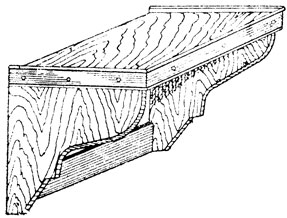
Рис. 82. Книжная полка
Комбинированная полка. Комбинированная полка представляет собой графииную и книжную полку. Там, где устанавливается такая полка, отдельные графинные полки не нужны.
Процесс изготовления комбинированной полки включает в себя следующие операции:
1) зачистка боковых стенок-кронштейнов;
2) зачистка полок, закладного бруска и заднего полика;
3) сборка полки с соединением внаград;
4) установка буртиков и заднего полика;
5) установка металлических приборов для закладного бруска.
На этом заканчивается процесс сборочных работ при изготовлении комбинированной полки, изображенной на рис. 83.
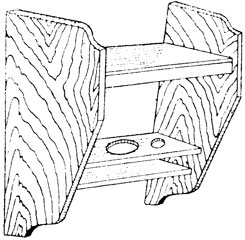
Рис. 83. Комбинированная полка
Эта полка имеет два основных качества, заключающиеся в следующем: во-первых, она, вследствие несложной конструкции и независимости от определенного места на судне, является стандартным изделием, благодаря чему процесс его изготовления может быть значительно рационализирован. Во-вторых, она весьма удобна, не громоздка, вполне заменяет две полки - книжную и графинную, тем самым освобождая от лишнего предмета каюту и удешевляя стоимость оборудования.
Закладные борта для коек. Все каюты команды обычно снабжаются так называемыми подвесными койками. Подвесные койки представляют собой металлические рамы, обтянутые стальной сеткой, на которую укладывается матрац. Эти койки располагаются в каюте одна над другой, образуя два яруса, и при помощи угольников и болтов укрепляются на место.
Каждая из таких коек с трех сторон обносится закладным деревянным бортиком, представляющим собой сосновую доску с наконечниками (рис. 84). Угловое соединение закладных бортов производится при помощи металлических приборов, установленных на торцах поперечных бортов.
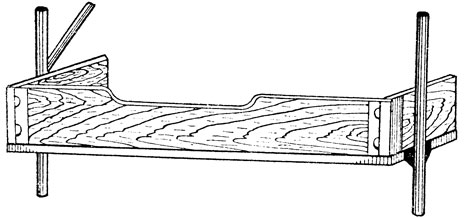
Рис. 84. Закладные борта для коек
Процесс изготовления таких бортов заключается в следующем. Строжка, заштапка верхней кромки и зашиповка торцов с двух концов производится на станках; шпунтовка торцовых планок также производится на станке. Таким образом, к числу ручных сборочных работ относятся всего три операции, т. е. установка торцовых планок, застрожка с двух сторон и установка металлических приборов.
Деревянная рама для зеркала. Рама изготовляется из дуба или ясеня. Процесс изготовления включает в себя следующие операции: заготовка брусков, обработка на станках, вязка на ус, чистка (шлифовка), снятие ворса, лакировка и врезка зеркала. Установка на судно производится после всех монтажных работ.
Переносный трапик. Переносные трапики в каютах команды служат для подставки к верхней койке. В последнее время на некоторых судах эти трапики заменяются складным стулом, который в развернутом виде представляет собой трапик, а в сложенном виде служит стулом и заменяет складной табурет. Стул-трапик изображен на рис. 61.
|
ПОИСК:
|
При копировании материалов проекта обязательно ставить ссылку на страницу источник:
http://korabelu.ru/ 'История кораблестроения и судоходства'