§ 23. Оборудование кают младшего плавсостава
Комплект мебели для кают младшего плавсостава состоит из следующих изделий:
1) письменный стол на одной тумбе;
2) рундук;
3) платяной шкаф;
4) шкаф-умывальник;
5) стул полумягкий;
6) графинная полка;
7) зеркальная рама.
Все перечисленные изделия изготовляются из твердых пород, преимущественно из дуба или ясеня; по своей конструкции не сложны, близки к шведско-американскому стилю, но с большими дополнениями. Имеется полная возможность организовать процесс изготовления этой мебели на основе мелко операционного метода, так как все изделия являются стандартными и весьма упрощенными. Лицевая отделка производится несколькими способами, но лучший из них, который можно рекомендовать, - "американская лакировка".
Письменный стол. Последовательность трудовых процессов при изготовлении письменного стола должна быть организована следующим образом.
Прежде всего это изделие делится на несколько самостоятельно изготовляющихся частей, в число которых входят:
1) крышка стола;
2) тумба;
3) ящики;
4) подстолье с двумя ножками.
Каждая из перечисленных частей изготовляется самостоятельной группой рабочих, выполняющих отдельные операции.
Например, при изготовлении крышки стола можно ввести следующие операции:
а) сборка подрамника на клей с выверкой по угольнику;
б) зачистка, выверка фуганком подрамника с двух сторон и циновка верхней плоскости;
в) наклейка переклейной фанеры на верхнюю плоскость подрамника;
г) наклейка линолеума на верхнюю плоскость крышки;
д) торцовка четырех кромок по угольнику;
е) обклейка кромок крышки с четырех сторон буртиком.
Этой операцией изготовление крышки заканчивается.
При изготовлении тумбы-подстолья целесообразнее всего организовать процесс сборки с учетом следующих операций:
а) набор фанеры по текстуре, фуговка и проклейка бумагой или полотном по фугам;
б) фанеровка филенок с двух сторон;
в) чистка и шлифовка фанерованой поверхности.
г) сборка междурамников, склейка, зачистка и торцовка по размеру;
д) сборка вязок (боковые рамки задней полки и дверцы для тумбы), склейка и зачистка под лакировку;
е) сборка тумбы;
ж) пригонка полок в тумбе;
з) пригонка дверцы, врезка замка и навеска на петли;
и) окончательная зачистка всей тумбы до полного устранения ворса, для чего несколько раз смачивается водой, просушивается и прошкуривается мелкой шкуркой.
На этом изготовление тумбы заканчивается.
Изготовление выдвижных ящиков. Зашиповка стенок для выдвижных ящиков производится специальными ящично-шипорезными станками или на фрезерных станках. Все четыре стенки шипуются прямым сквозным шипом, но так как передняя стенка должна быть зашипована вполупотай, то она проходит дополнительную операцию на фрезерном станке, где с обоих концов с лицевой стороны отбирается фальц. Дальнейшая сборка ящика производится путем следующих ручных операций:
а) вклейка реек в фальцы на двух концах передней стенки, образующих полупотай;
б) фанеровка передней стенки цветной фанерой;
в) сборка корпуса ящика на клей с проверкой в угольник и смывкой клея в углах;
г) пригонка и приклейка шпунтовых брусков;
д) пригонка и укрепление полика.
На этой операции изготовление ящика заканчивается.
Изготовление подстолья состоит из следующих операций:
а) фанеровка царг фанерой цветной породы;
б) чистка двух ножек и передних брусков;
в) сборка коробки подстолья (зашиповка царг и сверловка ножек производится на станках);
г) обклейка штапиком нижней кромки подстолья с лицевой стороны;
д) установка ходовых брусков для ящиков;
е) пригонка выдвижных ящиков и врезка замков;
ж) окончательная зачистка подстолья.
з) сборка всего стола, т. е. крепление крышки к подстолью; затем производится подгонка тумбы, на которую подстолье укрепляется на деревянных шкантах и всегда устраивается съемным.
На этом столярно-сборочные работы по изготовлению стола заканчиваются.
Рундук. Рундуки изготовляются двух вариантов. Один из них правый, другой - левый, причем правый от левого отличается тем, что у него локотник расположен с правого конца, а у левого - с левого конца. Кроме того правый рундук предназначается для кают, расположенных по левому борту, так как ни к одной из кают, находящихся на правом борту, этот рундук не подойдет и без крупной переделки не может быть установлен.
Изготовление этого рундука производится путем следующих операций:
а) сборка рамок для каркаса;
б) сборка самого каркаса;
в) сборка локотника;
г) фанеровка филенки фанерой цветной породы;
д) пригонка и укрепление филенки в локотник;
е) изготовление выдвижных ящиков;
ж) пригонка ящиков и врезка замков;
з) установка локотника к каркасу с креплением на железные винты с внутренней стороны;
и) изготовление съемных рамок для обивки спинки, сидения и локотника;
к) изготовление каркаса для валика.
Этой операцией изготовление рундука сборочным отделением заканчивается, после чего изделие поступает в обойное отделение для обивки сидения, спинки, локотника и валика.
Процесс обивочных работ при изготовлении рундука:
1) рамка сидения и рамка спинки обтягиваются парусиной с тщательной пробивкой толевыми гвоздями;
2) на крепко натянутую парусину укладывается конский волос или морская трава равномерным слоем высотой не ниже 60 мм;
3) слой волоса или морской травы покрывается тканью, так называемой "травянкой", снова крепко затягивается и по кромкам пробивается обойными гвоздями;
4) с передней кромки сидения подбивается бортик и накладывается слой ваты;
5) слой ваты покрывается миткалем, который снова крепко затягивается, после чего производится мелкая стежка и подбивка волоса в местах, имеющих дефекты;
6) кройка и шитье верхней покрышки (лучшим материалом для верхней покрышки является кожа);
7) окончательная затяжка верхней покрышкой и окантовка кромок;
8) обивка валика и локотника.
На этом процесс обивочных работ заканчивается.
Спинка и сидение рундука изготовляются съемными, что облегчает доставку рундука на место монтажа. Кроме того одновременно с обойными работами каркас может лакироваться в лакировочном отделении.
Платяной шкаф. Платяные шкафы для кают младшего плавсостава по своей конструкции делятся на два типа: один из них изготовляется с одной дверцей и двумя выдвижными ящиками; второй, наиболее распространенный в современном судостроении, изготовляется с двумя дверцами и выдвижными ящиками. Шкафы обоих вариантов изготовляются из твердых пород дерева с фанерованными филенками. Задний полик и один из бочков у того и у другого шкафа делаются открытыми, так как по месту расположения в каюте они устанавливаются в углу переборок, к которым тщательно подгоняются, последние заменяют отсутствующие стороны шкафа. Процесс изготовления этих шкафов весьма аналогичен описанному ранее производственному процессу изготовления разных шкафов из мягких пород, но с включением нового процесса, называемого фанерованием, о котором будет детально сказано ниже, в специальном отделе.

Рис. 85. Шкаф-умывальник порядке:
Шкаф-умывальник. Шкаф-умывальник (рис. 85) изготовляется из дуба или ясеня под стиль отделки каюты. Боковые стенки из досок массива. В нижнем шкафике две филенчатых дверцы. В средней части шкафа помещается откидная металлическая раковина. В верхней половине шкафа находится металлический бак-умывальник и зеркало. Умывальник и раковина закрываются откидной филенчатой дверцой. В нижнем шкафике помещается металлический бак для стекающей воды из раковины. Этот шкаф по своей конструкции является весьма удобным; занимает незначительную площадь и прост в своем изготовлении. Процесс изготовления шкафа-умывальника протекает в следующем порядке:
1) фуговка и склейка щитков для боковых стенок;
2) фуговка и склейка щитков для поперечных полок верхнего и заднего полика;
3) сборка вязки заднего полика с зашпунтованными фанерными филенками;
4) сборка рамки для зеркала;
5) фанеровка филенок для дверец нижнего шкафика и средней откидной дверцы;
6) сборка дверных вязок;
7) сборка корпуса шкафа производится путем соединения боковых стенок внаград с полкой, верхним и нижним поликами;
8) пригонка заднего полика и укрепление в фальцы на железные винты;
9) пригонка дверец в нижний шкафик, врезка замка и навеска на петли;
10) пригонка средней откидной дверцы и установка металлических приборов;
11) пригонка зеркальной рамки с установкой металлических приборов;
12) окончательная зачистка всего шкафа с подготовкой под лакировку.
Отделка шкафа-умывальника производится американской лакировкой. Установка металлического бака-умывальника и откидной раковины производится после того, когда будет установлен на место шкаф на судне. Таким образом, шкаф после лакировки отправляется на судно для установки в каюту.
Стул полумягкий. Стул полумягкий для каюты младшего плавсостава (рис. 86) принадлежит к несложной судовой мебели, изготовляющейся в комбинированном стиле, по своей конструкции является весьма прочным, удобным при пользовании и имеет красивый внешний вид. Материалом для этих стульев служат отходы твердых пород, преимущественно дуба, ясеня и серого бука. Сидение и спинка обиты кожей или гранитолем.
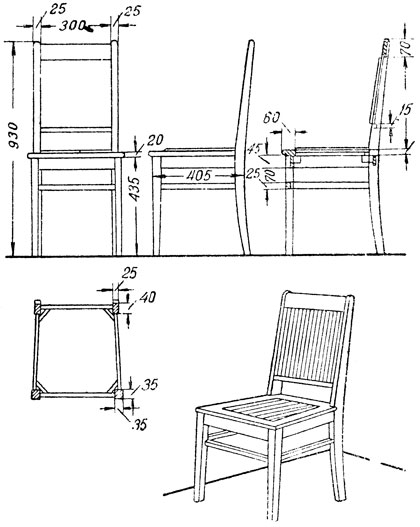
Рис. 86. Стул полумягкий для каюты младшего плавсостава
Организация производственного процесса сборочных работ по изготовлению стульев должна быть направлена к механизированной мелкооперационной сборке, так как этот метод показал весьма положительные результаты в смысле высокой производительности труда. Несмотря на это, еще большое количество цехов судостроительных заводов продолжает изготовлять судовую мебель полукустарным способом, т. е. недостаточно используют деревообрабатывающие станки для заготовки деталей; продолжают производить ручную и индивидуальную сборку изделий. Нецелесообразность такого метода работы и преимущества мелкооперационной сборки видны из приведенных ниже примеров.
Полная ручная сборка стула из деталей, заготовленных станочным отделением, производится квалифицированным столяром не ниже 5-го разряда, который при условии загрузки данной работой в течение месяца может изготовить 25 стульев, при достаточно интенсивной работе.
Таким образом, считая месячный фонд рабочего времени 175 часов, деленные на месячный выпуск 25 стульев, получаем затраты времени на изготовление одного стула 175/25 = 7 часов, в то время как при операционной системе сборочных работ затраты производственного времени на единицу сокращаются в несколько раз, что видно из следующего примера сборки стула в ваймах:
| Сборка и свертка на клей спинки стула | 0,12 часа |
| Сборка и свертка на клей передних ножек с царгой и проножкой с обмывкой клея | 0,07 " |
| Сборка и свертка рамки сидения | 0,05 " |
| Соединение задней спинки с передними ножками на боковые царги и проножки | 0,10 " |
| Приправка и постановка сухарей в четырех углах с креплением на клей и винты | 0,20 " |
| Приправка рамки сидения и приклейка в прессах | 0,10 " |
| Окончательная зачистка всего стула с подготовкой под лакировку | 0,10" |
| Всего затрачено времени на 1 стул | 0,74 часа |
Следовательно, на сборку вручную требуется времени примерно в 10 раз больше, чем на механизированную.
После указанных операций сборка изделия считается законченной, и последнее поступает в лакировочное отделение для лицевой отделки, а после лакировки направляется в обойное отделение, которое является последней инстанцией для всей мягкой и полумягкой мебели.
Графинная полка и рама для зеркала изготовляются из твердых пород дерева. Их конструкция и процесс изготовления описаны в настоящей главе, в разделе "Командные помещения".
Вопросы оборудования помещений старшего плавсостава и помещений пассажиров освещены в главе XII.
|
ПОИСК:
|
При копировании материалов проекта обязательно ставить ссылку на страницу источник:
http://korabelu.ru/ 'История кораблестроения и судоходства'