Глава III. Окраска стального корпуса
Новый корпус
Во время заготовки отдельных деталей и частей стального корпуса (раскрой листов, обработка кромок под сварку или сверление под клепку) нет необходимости защищать металл от коррозии лакокрасочными материалами, так как при последующих сборочных работах защитный слой получит повреждение и в оголенных местах коррозия будет идти ускоренно.
Сварной корпус. После того как корпус собран полностью (сварена обшивка, а к ней приварены детали набора, установлена палуба и все патрубки к наружной обшивке), следует начать подготовку корпуса к окраске.
Начинать нужно с очистки всех поверхностей от пыли, грязи, жировых соединений и ржавчины. Очистку ведут ветошью, а ржавчину удаляют, в зависимости от ее характера, металлическими щетками, шкрабкой или другим острым инструментом - до чистого металла. Если ржавчина пористая и после ее удаления остались неглубокие язвы, их следует очищать особенно тщательно, иначе впоследствии они станут очагом коррозии с образованием сквозного свища.
Чтобы убедиться в чистоте поверхности, ее протирают чистой белой ветошью, на которой хорошо видны следы ржавчины. Со сварных швов должен быть удален шлак, особенно в угловых соединениях, а поверхность очищена от брызг металла.
После очистки от ржавчины, шлака и грязи поверхность обезжиривают при помощи ветоши, смоченной уайт-спиритом, бензином, ацетоном, раствором каустической (не пищевой!) соды или любым стиральным порошком типа "Ладога".
При выполнении этих работ следует обращать внимание на температуру и особенно влажность воздуха. Можно обезжиривать и грунтовать даже при низких отрицательных температурах, около - 10° С, если влажность воздуха будет не выше 60-65%. А при температуре 5-10° С и влажности воздуха 95-100% эти работы вести не следует, так как металл будет покрываться микроскопической пленкой влаги, которую нельзя удалить обезжиривающим составом. Оставшись на металле, влага при следующем нанесении масляного грунта создаст предпосылки к эмульгированию масла, ухудшит качества грунта и ослабит его антикоррозионные свойства.
До нанесения грунта на поверхность надо загрунтовать сварные швы и особенно зоны сварных швов (в которых металл более подвержен коррозии). Грунтование сварных швов шириной 40-50 мм - с захватом опасной зоны швов - обеспечит сохранность сварного шва. Когда грунт на сварных швах высохнет, можно произвести сплошную грунтовку корпуса как снаружи, так и внутри.
При неудовлетворительных погодных условиях или по другим причинам можно, в виде исключения, произвести сплошную грунтовку всех поверхностей, а потом - только сварных швов. При первой грунтовке следует пользоваться только жесткой кистью, втирая грунт во все неровности поверхности и сварные швы, чтобы под пленкой высохшего грунта не оказались микроскопические пузырьки воздуха, - местный очаг коррозии, от которой не предохранит последующая многослойная окраска.
Известны примеры, когда под многими слоями краски возникали большие очаги коррозии.
Только после того как грунт хорошо высохнет, можно приступать к окраске.
Клепаный корпус. Отдельные листы клепаного корпуса не могут быть окончательно обработаны по всем пазам и стыкам.
В швы клепаных соединений прокладывают полосу ткани, пропитанную свинцовым суриком, или на соединяемые поверхности наносят слой грунта. Чаще используют второй способ. Все листы до их сборки очищают от пыли, грязи, коррозии, обезжиривают, а затем грунтуют с двух сторон. Загрунтованные листы можно собирать на вторые сутки, не дожидаясь полного высыхания грунта. При сборке загрунтованные листы, взятые на контрольные болты крепкого обжатия, дают полностью непроницаемое соединение, а при горячей клепке подогретый грунт уплотняет зазор в листах между телом заклепки и листами. Это дает возможность отдельные листы обработать и подготовить в помещении, а при сборке на воздухе не бояться непогоды.
После того как корпус будет полностью собран, все клепаные соединения снова грунтуют жесткой кистью, втирая грунт во все неплотности. Если неплотности не заполняются обычным грунтом, то рекомендуется до грунтования корпуса заполнить их шпатлевкой или густым грунтом.
В качестве первичного грунта по стальной поверхности можно использовать следующие краски:
а) свинцовые - сурик, крон, белила;
б) смешанные - грунт 83 (смесь свинцового и железного сурика в равной пропорции);
в) железный сурик.
Надежность этих покрытий показана в табл. 13. Грунт железного сурика, как более пористый, впитывает около 5 вес. % влаги, и при его использовании опасность коррозии возникает в большей степени, чем при грунтовке свинцовым суриком.
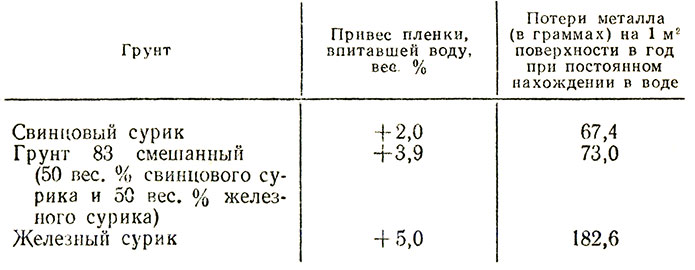
Таблица 13. Потери металла от коррозии в зависимости от пористости пленки различных грунтов, погруженных в воду*
* (Искра Е. В. Пути экономии свинцового сурика. - "Судостроение", 1956, № 1.)
|
ПОИСК:
|
При копировании материалов проекта обязательно ставить ссылку на страницу источник:
http://korabelu.ru/ 'История кораблестроения и судоходства'